INTRODUCCIÓN
La
Ingeniería Inversa es aquel proceso donde se lleva a cabo un análisis, medición
y pruebas de reconstrucción y/o reproducción de una pieza preservando el diseño
original con sus características y detalles. (3Dalia, 2021).
Históricamente
la ingeniería inversa ha sido desarrollada por civilizaciones poderosas e
ingeniosas, en donde el estudio de cómo están construidos los objetos que se
desean replicar, permiten que se comprenda en un menor tiempo el porqué de
cada componente, reduciendo los tiempos que involucra el diseño y sobre todo
las pruebas de funcionabilidad, pues el objeto ya está diseñado y funciona, lo
que abre la puerta a replicarlo en su totalidad obteniendo el mismo resultado o
algo aún mejor que es replicar y mejorar el diseño original, lo cual permitía
generar una mayor ventaja ya sea productiva o en aplicaciones bélicas (Creaform3D, 2021)
La
ingeniería inversa como tal no nació en el mundo de la ingeniería del software.
Desde que se han fabricado aparatos o dispositivos mecánicos, el interés por
conocer su funcionamiento interno y detallado ha motivado a llevar a cabo
procesos de ingeniería inversa para comprender el funcionamiento. (Garrote , 2018).
En la
actualidad se recurre a esta técnica con la finalidad de obtener la máxima
información de un producto, no solo se enfoca en el producto si no que
involucra todos los periféricos que en el intervinieron, los cuales son:
Proceso
de fabricación, componentes, interacción de los componentes y el producto,
materiales, tratamientos superficiales, tratamientos térmicos y un análisis de
funcionamiento.
Englobando
todos estos periféricos, se tendría información útil aun cuando no se conoce información
previa del producto a analizar.
En el
proceso de la ingeniería inversa se trabaja en un sistema que va de lo general,
y conforme se va analizando y comprendiendo se llega a conocer lo especifico de
cada componente de un producto.
La
ingeniería inversa no siempre se utiliza para innovar, o mejorar un producto, En un mercado global tan
competitivo como el que vivimos, las empresas buscan constantemente la manera
de rentabilizar sus procesos y aumentar beneficios económicos. Una de las
formas de alcanzar estos objetivos consiste en acortar los plazos de entrega, y
en general ahorrar tiempo (y por lo tanto dinero) en el desarrollo y
fabricación de productos. La reducción de estos plazos pasa por hacer un uso
de métodos y procedimientos modernos y tecnológicos que ayuden en el ahorro. (Flores, 2024)
El
prototipado rápido y las técnicas de ingeniería inversa se consideran
fundamentales a la hora de optimizar el ciclo de desarrollo de producto. A
diferencia de la ingeniería directa, la ingeniería inversa parte del producto
final para su modificación y mejora. Dentro de este campo existen muchas
técnicas y maquinaria para obtener y analizar la información del producto. (Flores, 2024)
En la
revisión de trabajos previos, (Velazquez, Jimenez, &
Ontiveros, 2021),
expone que la ingeniería inversa podría potencializar la enseñanza de la Metrología,
el diseño y la fabricación.
Mattia
Mercante usa la reproducción 3D para reemplazar piezas perdidas de esculturas y
obras
de
arte en el mundialmente famoso Instituto Opificio de Florencia; así, los
visitantes pueden
contemplar
las obras de arte como idearon los artistas. (FormLabs, 2018)
El
desarrollo y la innovación tecnológica ha sido en gran medida al uso de la ingeniería
inversa e incluso puede utilizarse para malas prácticas como lo podría ser el
espionaje industrial y la piratería. Una tendencia que parece indudable es que
a medida que vaya aumentando la cuota de comercio mundial asiático, también
aumentara en el mundo el suministro de artículos piratas. (Marquand, 2002)
Países
asiáticos han desarrollados laboratorios de Ingenieria inversa para el
desarrollo de un sin fin de productos que se comercian en muchas partes del
mundo, para replicarlos y comercializarlos directamente ellos.
El problema de investigación que el presente articulo pretende abordar
es la falta de un proceso estandarizado el cual busca satisfacer las
necesidades idóneas para la realización de los procesos de escaneo y
digitalización en donde nuestras mediciones se realizarán en campo y se tiene
considerado que pueden influir factores externos como la temperatura y la
iluminación. El Dr. Yoshio Kondo, señala que el objetivo de la estandarización
de los procesos en las organizaciones es lograr alcanzar procedimientos y
tácticas definidas para obtener bienes y servicios a precios razonables. (Kondo, 1994)
La profundización de este tema busca reducir los tiempos para la
entrega de los resultados obtenidos en los servicios de ingeniería relacionados
al escaneo y digitalización, este trabajo de manera general es lento pero
preciso, por tal motivo será necesario crear una nueva metodología la cual ayudará
a la realización de esta actividad y permitirá obtener los mejores resultados
con procesamiento de la información recabada.
La optimización del proceso sin afectar los resultados finales será de
gran utilidad, ya que de manera laboral se pueden reducir los tiempos de
entrega con los clientes y permitirá poder incrementar la capacidad de
respuesta de los servicios, en donde se ve una reducción de costos al realizar
el servicio en una sola visita en caso de que esa planta. Según la ISO, los
procesos son un conjunto de actividades relacionadas entre sí o que
interactúan, transformando elementos de entrada en elementos de salida. (Norma Internacional ISO, 2015)
A manera de resumen el presente articulo busca dar respuesta a que si
la aplicación de un nuevo proceso estandarizado en los servicios de escaneo y digitalización
realizados en el laboratorio de ingeniería virtual y manufactura pueden reducir
los tiempos de ejecución y la confiabilidad del proceso.
METODOLOGIA
El presente
proceso emplea un diseño experimental, con un enfoque cualitativo con estudio
longitudinal, en donde se analizó un elemento de estudio en 12 diferentes
escenarios, tomando en cuenta factores externos como la temperatura, empleando
como instrumento de recolección de datos y post procesamiento el equipo compac
scan Atos II de la marca Gom.
El
elemento de estudio en todas sus iteraciones cumplió con criterios de
repetibilidad, denotando que el proceso empleado es confiable y preciso. En
donde se define como Repetibilidad de los resultados de las mediciones: a la cercanía
entre los resultados de mediciones sucesivas de la misma magnitud por medir,
efectuadas en las mismas condiciones de medición. (LLamosa, 2007)
La
seguridad de los datos obtenidos está basada en la utilización correcta de la
metodología apropiada con los procesos correctos para poder determinar que son
confiables y precisos los procesos. (Micheli, 2009)
Los
instrumentos de medición realizan compensaciones térmicas en base a sus
sensores internos, sin embargo, por más que los sensores y el efecto de la
compensación sean de alta calidad no están exentos de errores e incertidumbre. (Brambilla, 2017)
Gráfico
1.- Proceso de Escaneo,
digitalización e inspección dimensional.

El
seguimiento del proceso paso a paso nos permitió en gran medida eliminar la
posibilidad de un sesgo en el diseño del estudio de investigación el cual
hubiese podido afectar directamente en la información que fue recopilada.
RESULTADOS
Y DISCUSIÓN
El
caso abordado muestra una de las zonas de interés donde se presenta la mayor
cantidad de variaciones en una pieza como en este ejemplar de estudio, la
mayor variación corresponde a la zona de barrenos, ya que la generación de un
barreno se crea por el promedio de la superficie que es visualizada, y esta
medida no solo afecta la dimensión que se tiene posterior a la inspección del
diámetro del cilindro generado, y este repercutirá en la posición cartesiana
que se pueda tener de dicho barreno, pues el centro del mismo es determinado
por el cilindro que fue generado por medio de lo que ha visualizado y
promediado con un best fit el escanear Atos II.
Gráfico
2.- Barrenos de
interés de una pieza mecanizada de aluminio con zonas de interés.

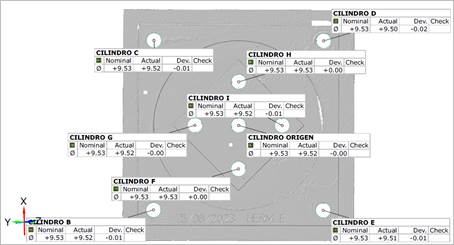
En el
siguiente grafico se observa el comportamiento dimensional de cada cilindro
inspeccionado; en donde se muestra del lado izquierdo de cada cota la medida
nominal del mismo (9.53 mm) y del lado derecho el valor actual que obtiene al
realizar la medición.
Gráfico
3.- Medidas diametrales en cubo de verificación para 3 ejes en
iteración 1
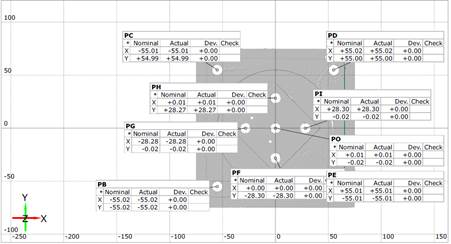
En el
segundo grafico de esta iteración se observa la posición en el plano cartesiano
del origen de cada cilindro, como se mencionó anteriormente, la generación del
cilindro para su inspección dimensional no solo nos permite obtener su valor
diametral, si no que nos muestra donde se encuentra posicionado en el plano
cada cilindro.
Gráfico 4.- Posición
cartesiana de cilindros en cubo de verificación para 3 ejes en la iteración 1.
Este
estudio muestra que los resultados pueden verse afectado por muchos factores
externos como lo es realizar mediciones sin que el equipo calibrado, que el
delta de temperatura entre la primera medición y la última medición sea mayor a
6 °C, ruido o mala calidad en la obtención de la malla, selección errónea de la
superficie para conformar el cilindro, entre otros factores.
A continuación,
se presentan los resultados de las iteraciones obtenidos por medio del compac
scan Atos II.
Tabla
1.- Resultados de iteraciones en medida de diámetros (9.53mm)
de pieza de aluminio.

Gráfico
5.- Reporte
dimensional obtenido por medio de CMM.

Resultados
obtenidos mediante la inspección dimensional de una mesa de coordenadas (CMM),
los valores subrayados en amarillo corresponden al objeto de estudio en el
orden de B a I y su relación en orden descendente.
Como
se puede observar en ambas tablas de resultados, el promedio que se tiene en la
medida final de cada barreno es similar y arroja una diferencia entre ambos
sistemas CMM y el escáner una diferencia promedio de 0.01 mm.
Tabla
2.- Promedio
de medidas diametrales obtenidas por el escáner y la CMM.

La
interpretación de la desviación estándar muestral que se presenta con respecto
al promedio de las medidas diametrales es no mayor 0.01 mm en promedio.
El
nuevo proceso arroja un error relativo máximo de 0.01 mm el cual nos indica que
el proceso que se está siguiendo es confiable y sus resultados son muy
precisos.
Por
tal motivo con estos valores obtenidos permiten tener una mayor confianza del
nuevo proceso de escaneo y digitalización que se ha estado empleando para la
obtención de los datos aquí mostrados.
Con
base a estos resultados estadísticos obtenidos se puede justificar y validar
que el nuevo proceso permitirá tener un proceso optimo, el cual podrá asegurar
la confiabilidad en la medición obtenida y por ende la reducción de tiempos al
no tener que verificar las medidas con otros métodos de inspección dimensional.
CONCLUSIONES
El
objetivo general de la presente investigación consistió en la elaboración de
una nueva metodología que permitiera disminuir los tiempos generales en los
cuales se ejecutaban los trabajos relacionados al escaneo y la digitalización
de las piezas en procesos de inspección e ingeniería inversa.
Dicho
proceso se desarrolló con un escáner de la marca Gom; el proceso fue simulado en 12
iteraciones diferentes escogidos aleatoriamente, donde se replicaba cada paso
del proceso de operación elaborado. Del cual se obtuvieron los datos de
intereses, para al término de este ejercicio poder realizar un análisis.
En
nuestro ejercicio de escaneo e inspección dimensional aleatorio se obtuvieron
valores menores de error relativo de 0.09% (menor al 1%), lo cual nos indica
que la calidad de la medición es buena y precisa.
Para
el caso de nuestro ejercicio de escaneo e inspección la desviación estándar
obtenida es menor a 0.01 lo cual nos indica que los valores que se obtuvieron
se encuentran muy cerca del valor central, por tal motivo el proceso nos
muestra que el proceso que se está empleando es eficaz para ser empleado como
herramienta de medición.
REFERENCIAS BIBLIOGRAFICAS
3Dalia. (7 de julio de
2021). https://3dalia.com. Obtenido de https://3dalia.com/ingenieria-inversa-todo-lo-que-necesitas-saber/
Brambilla, N. (2017).
Acondicionamiento ambiental de un laboratorio de metrologia dimensional: seño,
implementación y evaluación de funcionamiento. CEMETRO.
CreaForm. (27 de abril
de 2022). Creaform Ametek. Obtenido de creaform3d.com: https://www.creaform3d.com/blog/es/que-es-ingenieria-inversa/
Creaform3D. (27 de abril
de 2021). Creaform3D. Obtenido de https://www.creaform3d.com: https://www.creaform3d.com/blog/es/que-es-ingenieria-inversa/#Donde_se_utiliza_la_ingenieria_inversa
Flores, P. (2024).
Ingenieria inversa y prototipado. Ingenieria inversa y prototipado.
Universidad de Málaga, Málaga.
FormLabs. (26 de junio
de 2018). https://formlabs.com/. Obtenido de FormLabs: https://formlabs.com/blog/how-3d-printing-brings-antiquities-back-to-life/
Garrote , R. G. (2018). Reversing
Ingenieria Inversa. Bogotá: Editoria Ra Ma .
Kondo, Y. (1994). Control de la calidad en
toda la compañia: sus antecedentes y su desarrollo.
LLamosa, L. (Agosto de
2007). Estudio de repetibilidad y reproducibilidad utilizando el método de
promedios y rangos para el aseguramiento de la calidad de los resultados.
Pereira, Colombia.
Lopez, E., &
Bracamontes, L. (2020). La ingenieria inversa como metodologia para potencias
la enseñanza de la metrologia. Simposio de metrologia, 2-8.
Marquand, R. (9 de Enero
de 2002). China´s
pirate industry thriving. Beijing.
Micheli, E. (31 de
Diciembre de 2009). Estadistica aplicada a la investigacion. Lima, San Miguel,
Perú.
Norma Internacional ISO.
(2015). Norma Internacional ISO 9001:2015. En O. i. normalizacion.
Quintanilla, R. E. (01
de Febrero de 2017). Diseño e implementacion de prototipo escaner 3D. Santa
Tecla, La Libertad, El Salvador .
Velazquez, L., Jimenez,
E., & Ontiveros, S. (2021). On the reverse engineering and engineering education
in general.
Brazil:
Road.
Hernandez, G. (2021). Uso de escaneo 3D y manufactura aditiva para el
prototipado de protesis, México.
Borja, V. (1997)” Redesign Supported by data models with particular
reference to reverse engineering. PhD Thesis, Loughborough University,